Zváranie polyetylénových rúr: na tupo a elektrotavenie. Návod na technológiu zvárania polyetylénových rúr na tupo
Polyetylénové rúry (HDPE) sú široko používaným materiálom v stavebníctve. Používajú sa na montáž tlakových a netlakových potrubí. Rúry sú elastické, ľahké a ľahko spracovateľné. To všetko výrazne zjednodušuje proces inštalácie potrubí, je celkom možné vykonať prácu sami. Pozrime sa, ako sa to robíZváranie HDPE rúr vlastnými rukami a aké ďalšie spôsoby pripojenia sa používajú pri inštalácii.
Polyetylénové rúry sú praktickým moderným materiálom, ktorý je vhodné použiť v bytovej výstavbe aj vo výrobe. Polyetylén je odolný voči rôznym prostrediam, preto sa tento typ potrubia odporúča na stavbu potrubí na rôzne účely.
Okrem toho sú HDPE rúry tiež obľúbené, pretože ich môže inštalovať aj nešpecialista. Pozrime sa, ako môžete zvárať HDPE rúry vlastnými rukami.
Spôsoby pripojenia HDPE rúr
Pri konštrukcii potrubí sa používajú dva typy pripojení:
- Odnímateľné (zásuvka alebo príruba).
- Jednodielne (zvárané).
Typ pripojenia sa vyberá s prihliadnutím na prevádzkové podmienky budúceho potrubia. Ak sa teda buduje potrubie, v ktorom sa bude médium dopravovať pod tlakom, tak sa najčastejšie používa zváranie rúr na tupo alebo elektrofúzne zváranie HDPE rúr.
Tieto metódy umožňujú získať spoľahlivé spojenie HDPE rúr. Pri montáži potrubí, v ktorých sa kvapalina pohybuje gravitáciou, sa častejšie používajú odpojiteľné spojenia, pretože sa ľahšie realizujú.
Trvalé spojenie HDPE rúr
Na pevné a spoľahlivé spojenie jednotlivých častí potrubia sa používa zváranie HDPE rúr vlastnými rukami. Zvyčajne sa používa jedna z dvoch možných metód zvárania:
- Spojenie na tupo.
- Pripojenie pomocou elektrickej spojky.
Zváranie na tupo
Zváranie HDPE rúr na tupo sa používa na spojenie prvkov s priemerom 50 mm a viac. Na vykonanie práce budete potrebovať špeciálny zvárací stroj na tupo.

Princíp pripojenia spočíva v zahriatí koncov rúr a ich pripojení pod tlakom. Roztavený plast tvorí monolitický spoj, ktorého pevnosť nie je horšia ako pevná rúra.
Pozrime sa, ako sa vykonáva zváranie HDPE rúr na tupo. Na vykonanie procesu musia byť konce rúr pevne pripevnené v svorkách zariadenia. Potom sa vyhrievacia platňa privedie na konce.
Po zahriatí plastu na teplotu topenia sa vykurovacia doska odstráni a rúrky sa pod určitým tlakom pritlačia k sebe. Po ochladení švu sa svorky odstránia a rúry sa vyberú zo zariadenia. Vlastnosti procesu:
- Opísaný spôsob je možné použiť na pripojenie armatúr a potrubí rovnakého priemeru.
- Metóda je vhodná pre rúry a tvarovky s hrúbkou steny najmenej päť milimetrov.
- Difúzne zváranie sa môže vykonávať iba vtedy, ak teplota okolia nie je nižšia ako +15;
- Zváranie rúrok zo živice je ekonomický proces, pretože zváračka rúr HDPE má nízku spotrebu energie v porovnaní so zváracím strojom používaným na zváranie oceľových rúr.
Poradte! Zváračku je možné zakúpiť na železiarstvo alebo si ho prenajať. Mnohé montážne firmy si takýto stroj na požadovanú dobu prenajímajú.
Metóda elektrofúzneho zvárania
Spoje vytvorené pomocou elektrických spojok umožňujú výstavbu potrubí schopných odolať tlaku 16 atmosfér. Ak však porovnáme zváranie HDPE rúr pomocou elektrických spojok s vyššie opísaným spôsobom, prvá možnosť je drahšia.

Faktom je, že na vytvorenie každého spojenia potrebujete špeciálne zariadenie na zváranie HDPE rúr - prístroj na elektrofúzne zváranie, to znamená nadzemné elektrofúzie. Proces prebieha takto:
- Konce častí, ktoré sa majú zvárať, sú dôkladne očistené.
- Spojka je inštalovaná s elektrickými ohrievačmi na križovatke zváraných častí;
- Po upevnení spojky v spoji sa na ňu privedie napätie. V dôsledku toho sa konce rúr a samotná spojka roztavia a po ochladení sa vytvorí monolitické spojenie. Spojka zostáva na vrchu zváraných rúrok.
Poradte! Je veľmi dôležité, aby až do konca zváracích prác a počas procesu chladenia boli časti potrubia s inštalovanou spojkou pevne upevnené a zostali nehybné počas celého cyklu.
Táto technológia zvárania HDPE rúr sa spravidla používa v prípadoch, keď je potrebné vykonať niekoľko spojení. Napríklad, ak je vložená ďalšia vetva existujúce potrubie. Ak potrebujete zvárať veľké množstvo spojov, potom je výhodnejšie použiť zváranie na tupo.
Odnímateľné spoje pre HDPE rúry
Trvalé pripojenie PVC rúrky a HDPE nie je taký spoľahlivý ako zváraný, ale táto metóda má svoje výhody. Medzi nimi:
- Ekonomický. Na vykonanie práce nemusíte nič kupovať. špeciálne nástroje a vybavenie.

- Všestrannosť. Je tiež možné vytvoriť rozoberateľné spojenie tam, kde nie je možné zváranie, napríklad pod vodou.
- Rýchla inštalácia. Táto metóda vám umožňuje čo najrýchlejšie zostaviť potrubie.
Dnes existujú dva spôsoby, ako vytvoriť odpojiteľné spojenie:
- Zariadenie na pripojenie zásuvky pomocou gumových elastických tesnení.
- Pomocou špeciálnych montážnych prvkov vytvorte armatúru alebo prírubové spojenie.
Poradte! Zásuvkové spojenia sú menej spoľahlivé, takže sa zvyčajne používajú pri inštalácii netlakových potrubí, napríklad pri inštalácii gravitačných kanalizácie. Prírubové spojenie stupeň spoľahlivosti prakticky nie je nižší ako zváranie plastové rúrky, takže ho možno použiť aj pri montáži vodovodných sietí.
Pomocou spojok
Použitím tohto spojenia HDPE rúr s tvarovkami sa získajú veľmi spoľahlivé spojenia. Tu sú hlavné výhody metódy:
- Jednoduchosť.
- Lacnosť (spojenie polyetylénové spojky sú lacné).
- Odolnosť proti mechanickým a tepelným vplyvom (zmeny teploty).
- Všestrannosť. Spojovacie spojky možno použiť na montáž potrubí na rôzne účely.
Poradte! Výrobcovia vyrábajú spojky na spájanie prvkov rovnakých aj rôznych priemerov. Ak je potrebné spojiť HDPE rúry s kovovými, potom sa použijú špeciálne adaptérové spojky.
Použitie kompresných tvaroviek
Inštalácia kompresných armatúr prebieha takto:

- Armatúra sa demontuje odskrutkovaním prevlečnej matice z nej.
- Konce rúr sú vyčistené a ošetrené odstraňovačom skosenia.
- Na potrubie umiestnite značku označujúcu hĺbku jeho zasunutia do tvarovky.
- Aby sa uľahčilo zasúvanie rúrky, jej koniec je namazaný tekutým mydlom, no napriek tomu bude pri vkladaní cítiť odpor vytvorený gumovým tesnením.
- Spojovacia matica je utiahnutá. Najprv ručne, potom pomocou kľúča. Ale je dôležité, aby ste neboli príliš horliví, aby ste maticu príliš neutiahli.
Takže inštalácia potrubia z polyetylénové rúry možno vykonať nezávisle, bez toho, aby ste sa uchýlili k službám špecialistov. Začiatočníci v oblasti inštalácie by mali vidieť, ako sú pripojené HDPE rúry - video z podrobný popis proces možno nájsť na webových stránkach súvisiacich s opravou a výstavbou.
Používa sa v zariadení inžinierske siete a komunikačné zváranie na tupo z HDPE vám umožňuje zabezpečiť spoľahlivé spojenia. Naši špecialisti používajú vysokokvalitné dovážané zariadenia a zodpovedne pristupujú ku každej fáze zvárania HDPE polyetylénových rúr.
Práca s polyetylénovými rúrami sa vykonáva v nasledujúcom poradí:
- Končeky odmastiť a vyčistiť.
- Prebieha orezávanie.
- Kontrola prípadných medzier.
- Zariadenie sa inštaluje.
- Prebieha zahrievanie.
- Vykonáva sa kontrola otrepov.
- Svorky centralizátora sú odstránené.
Služby pre zváranie na tupo HDPE potrubí s priemerom 63-160 mm.
Zváranie na tupo je najbežnejšou metódou spájania.
Súlad s technológiou pri zváraní na tupo hrá kľúčovú úlohu pri zabezpečovaní spoľahlivosti spojenia. Zváračské práce vykonávajú skúsení a kvalifikovaní odborníci na vysokokvalitnom dovážanom zariadení.
Vysokokvalitné zváranie HDPE rúr na tupo
Za bezchybný tupý spoj vieme zaručiť nie slovami, ale skutkami. Pri vykonávaní prác naši špecialisti venujú veľkú pozornosť rozmiestneniu otrepov po obvode. Je starostlivo kontrolovaná tak, aby nedochádzalo k výraznému vzájomnému posunu stien v radiálnom smere. Dôkladná kontrola sa vykonáva aj nad fúznou líniou. Obrovská pomoc pri dosahovaní požadovaný výsledok poskytuje kompetentne vybrané elektrofúzne nástroje, armatúry, premyslený prístup k priemeru výrobkov, hrúbke ich stien, ako aj priemeru v systéme. Kvalitné zváranie spojov polyetylénových rúr umožňuje získať spojenie s vysokou pevnosťou (pri skúške ťahom).





Výberom nás máte zaručenú kvalitu zváračské práce HDPE rúry, ktorých cena je naozaj prijateľná. Nenavyšujeme ceny, pretože ako profesionáli vo svojom odbore ovládame technológiu zvárania a neustále sa snažíme optimalizovať metódy a metódy práce. A naozaj sa nám to darí. Využívaním našich služieb sa o tom presvedčíte v praxi.
Inštalácia kanalizačného systému sa vykonáva pomocou špeciálnych potrubí, ktoré môžu byť vyrobené z plastu, keramiky alebo kovu. Rovnako ako u mnohých plastových kolien, zváranie HDPE rúr môže byť vykonané pomocou tepelných nástrojov alebo spojok lisovaných za studena.
Technologicky je možné spájať HDPE rúry bez zvárania alebo pomocou špeciálneho zváracieho stroja. Obidva spôsoby majú svoje výhody a nevýhody; zvážte výhody každého spôsobu upevnenia.
Zváranie za studena alebo lisovanie je najjednoduchšia možnosť, je to veľmi lacná a dostupná metóda, ktorá sa vykonáva pomocou špeciálnych spojok. Táto technológia sa používa hlavne pre potrubia s veľkým priemerom - od 20 do 300 mm. Kompresné tvarovky zvárané za studena majú nasledovné klady:
- Jednoduché použitie;
- Veľký výber veľkostí;
- Zabezpečenie tesného spojenia s vysokým tesniacim výkonom.
Ale lisovanie sa používa hlavne len na upevnenie netlakových vodných spojov. Plastové rúry majú relatívne nízku tuhosť, vďaka čomu sa pri silnom vnútornom tlaku môže šev jednoducho oddeliť, na rozdiel od zváracích spojovacích prvkov, ktoré sa považujú za „mŕtve“.
Klasické zváranie, alebo ako sa hovorí, spájkovanie HDPE rúr sa môže vykonávať metódou elektrofúzie, alebo sa na to používa špeciálny zvárací prístroj. Elektrofúzne spojky sú veľmi praktickým spôsobom spájania kovov plynové potrubia, ako aj plastové vodovodné komunikácie. Na voľnú časť výstupu je inštalovaná spojka určitého priemeru, po ktorej sa do nej zasunie druhá časť potrubia. Tento druh spájkovania sa tiež nazýva spájkovanie na tupo, pretože na dosiahnutie najodolnejšieho a najpevnejšieho upevnenia je potrebné inštalovať časti potrubia veľmi tesne s minimálnou medzerou.
 Foto - armatúry
Foto - armatúry Je vhodné pracovať so spojkami na veľkých priemeroch, ale nie je to najlepšie riešenie pre vývody umývadiel alebo vykurovacie komunikácie. Ale potom HDPE prírubové spoje V prípade potreby môžete odstrániť a vykonať naliehavé opravy.
 Foto - zadok
Foto - zadok Ručné spájkovanie rúrok sa vykonáva pomocou spájkovačky, vyžaduje si špeciálne vybavenie na organizáciu spojov HDPE. Na vykonanie takejto práce je veľmi dôležitá teplota vykurovacích telies a doba zdržania. Upozorňujeme, že tieto parametre sa vyberajú na základe technických charakteristík spájkovacieho zariadenia, hrúbky HDPE a priemeru kohútikov.
Výhody techniky:
- Toto je najodolnejšia a najspoľahlivejšia možnosť. Vďaka realizácii trvalého upevnenia je možné použiť ako pre tlakové HDB, tak aj pre beztlakové spojenia uzatváracích armatúr;
- Prírubové spoje je možné použiť ako pri pripájaní externého systému, tak aj pri inštalácii vnútorných hlavných potrubí;
- Nevyžaduje sa žiadne predchádzajúce školenie. Stačí si pozrieť video a prečítať si normy SNiP, ktoré podrobne opisujú, ako orezať, nainštalovať a upevniť.
Nevýhody však spočívajú v tom, že spojenie nemožno v prípade potreby odstrániť. Napriek všetkým výhodám je niekedy potrebné potrubie otvoriť a vyčistiť.
Inštalácia zásuvky
Treba poznamenať, že v domácich dokumentoch nenájdete žiadne normy pre rozšírené spájkovanie. Je popísaná iba v európskych normách DVS 2207-15. Pokyny krok za krokom, ako zvárať HDPE rúry pomocou spojok:
Po dokončení ohrevu a zvárania musíte odstrániť spojku a pripevniť rúry na pevný povrch.
S prírubami sa pracuje ešte jednoduchšie. Predstavujú závitové spojenia na inštaláciu. V súlade s tým je na jednom konci komunikácie vyrezaný závit, do ktorého je prvok zaskrutkovaný, a naň je umiestnená rúrka. Kĺb sa zahrieva fénom alebo spojkou.
 Foto - HDPE príruba
Foto - HDPE príruba Zváranie extrudérom
S ručným fénom alebo spájkovačkou je práca o niečo náročnejšia, pretože musíte dodatočne ovládať nielen čas ohrevu, ale aj svoje vlastné pohyby. Ak sa zváranie vykoná nesprávne, môže sa poškodiť celistvosť HDPE rúr alebo sa môže poškodiť šev.
 Foto - profesionálny striedač
Foto - profesionálny striedač Pokyny krok za krokom na zváranie pomocou meniča:

Je veľmi dôležité nepretiahnuť upevnenie, ak je zváranie príliš utiahnuté, HDPE sa stane veľmi tenkým alebo dôjde k prítoku polyetylénu vnútorný priemer. Na kontrolu tohto momentu sa používa špeciálna tabuľka:
| Vonkajší priemer, mm | Zvarový šev, mm | Kúrenie, sek | Pripojenie, sek | Chladenie, sek |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Video: Elektrofúzne zváranie HDPE rúr
Prehľad cien
Môžete si kúpiť stroj na zváranie HDPE rúr v akomkoľvek meste, ak cena nie je vhodná, teraz mnohé spoločnosti poskytujú prenájom zariadení; Pozrime sa na cenu modelu V-Weld R063:
| Mesto | Cena, r. e. |
| Voronež | 28 |
| Jekaterinburg | 28 |
| Kazaň | 30 |
| Krasnodar | 28 |
| Moskva | 33 |
| Novosibirsk | 30 |
| Petrohrad | 33 |
Zváranie polyetylén HDPE potrubia je proces získania trvalého spojenia vzájomným prienikom pod tlakom a následným ochladením roztavených koncov dvoch polyetylénových prvkov. Úplný názov tejto metódy je „Odporové zváranie na tupo plochým vyhrievaným nástrojom“. Bežný názov je „Zváranie HDPE rúr na tupo“.
Spoločnosť DVN-Stroy poskytuje služby pre zváranie na tupo nasledujúcich typov rúr:
1. Zváranie HDPE rúr;
2. Zváranie polyetylénových rúr;
3. Zváranie PE rúr.
Zváranie rúr sa vykonáva na Omicron a Rothenberger. Priemery HDPE rúr sú 110, 160, 225, 315. Zvárame aj veľké priemery rúr 400, 500, 630 mm.

Zváranie polyetylénových rúr na tupo vykonáva kvalifikovaný tím.
Náklady na služby pri zváraní PE rúr na tupo nájdete v sekcii
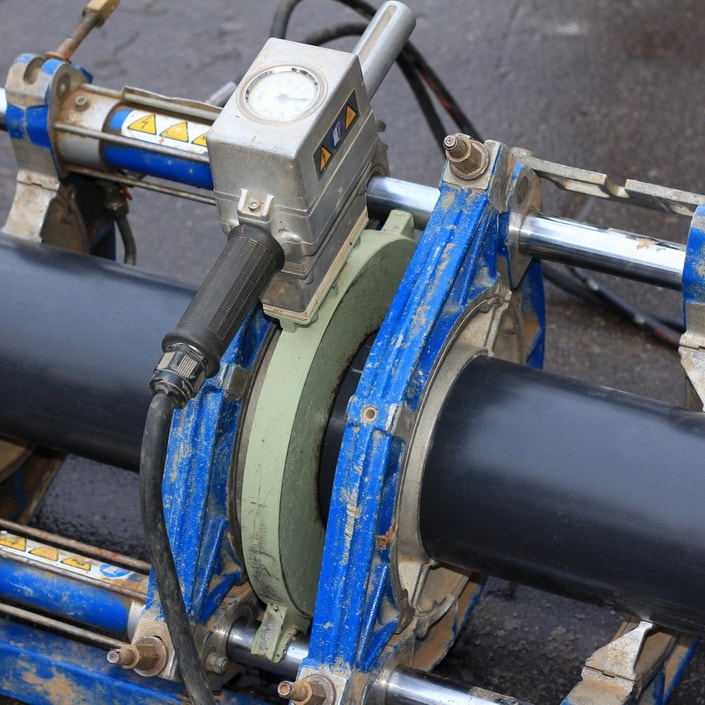
Zariadenie na zváranie polyetylénových PE rúr
Zariadenie na zváranie HDPE rúr na tupo pozostáva z troch hlavných prvkov:
- Rám s centralizátorom na upínanie rúrok, v ktorom je na koncoch PE rúrok vytvorená potrebná osová sila. Pohon centralizátora môže byť mechanický alebo hydraulický. Prvý je poháňaný ručne, druhý - pomocou hydraulickej jednotky.
- Elektromechanický orezávač na zarovnanie koncov rúr pred stupňom ohrevu.
- Vyhrievacie teleso - zváracie zrkadlo (v bežnom jazyku "panvica") - je prvok, pomocou ktorého sa ohrievajú a tavia konce HDPE rúr.
Niektoré menšie pomocné položky môžu byť zahrnuté v súprave zariadenia na zváranie na tupo.
Všetky zváracie zariadenia možno rozdeliť do niekoľkých skupín:
Zváracie zrkadlá. Najlacnejšia metóda zvárania HDPE rúr. Vzhľadom na absenciu centralizátora a obkladového nástroja sa neodporúča používať na zváranie tlakových potrubí.
Mechanicky poháňané zváracie zariadenia. Toto zariadenie je určené na zváranie na tupo rúrok do priemeru 160 mm a má optimálny pomer cena/kvalita.
Zváracie zariadenia s hydraulickým pohonom. Toto zariadenie je určené na profesionálne zváranie rúr všetkých priemerov.
Prvky automatizácie a protokolovania. Určené pre automatizáciu a protokolovanie zváracieho procesu. Vyžaduje sa to pri zváraní obzvlášť kritických rúr, ako aj vtedy, keď sa vyžadujú protokoly o zváraní spojov ako súčasť dokumentácie skutočného vyhotovenia.
Všetky zváracie zariadenia možno tiež rozdeliť podľa typu zváraných materiálov:
- na zváranie polypropylénových rúr (PP rúry);
- na zváranie polyetylénových rúr (PE rúry);
- na zváranie rúr vyrobených z polyvinylidénfluoridu (PVDF rúry);
- na zváranie polybuténových rúr (PB rúr);
Technológia zvárania polyetylénových HDPE rúr na tupo
Zváranie na tupo pomocou zariadení na zváranie na tupo je najobľúbenejšie a efektívna metóda inštalácia HDPE rúr. Zváranie na tupo sa vykonáva, ak je priemer materiálu väčší ako 50 mm a hrúbka steny je väčšia ako 4 mm.
Zváranie nerovnomerných polymérových materiálov nie je povolené.
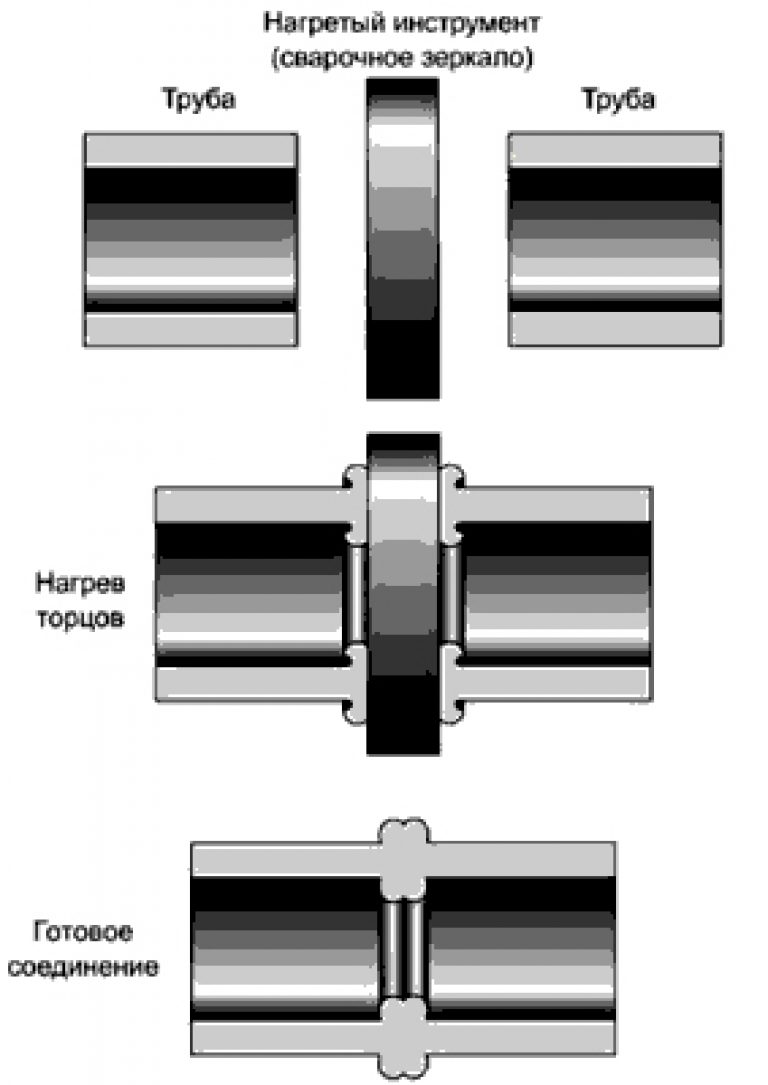
Myšlienka spôsobu zvárania PE rúr na tupo spočíva v tom, že konce sa zahrievajú počas zvárania do stavu viskózneho polyetylénu priamym kontaktom s elektrickým vykurovacím telesom. Potom sú roztavené konce rúr spojené hydraulickým tlakom a držané nejaký čas, kým úplne nevychladnú.
Pred procesom ohrevu sa konce zváraných rúr podrobia mechanickému čisteniu a úprave, aby sa odstránili nečistoty.
Existuje päť stupňov zvárania rúr na tupo:

- a) Inštalácia a vyrovnanie koncov zváraných rúr v prstencových svorkách zváracieho stroja;
- b) Orezávanie pred zváraním špeciálnymi nožmi s mechanickým pohonom (na obr. 1);
- c) Vykoná sa vizuálna kontrola presnosti zhody koncov, kontroluje sa veľkosť medzery (na obr. C);
- d) Povrchy sa zahrejú a roztavia pomocou predhriateho nástroja (na obr. 2);
- e) Vyhrievacie teleso je odstránené z oblasti zvárania, potrubia sú pripojené pod tlakom. Kĺb sa usadí;
Pri zváraní rúr na tupo je potrebné kontrolovať tieto základné parametre:
- teplota vykurovacieho telesa;
- čas zahrievania povrchov, ktoré sa majú spojiť;
- Množstvo roztaveného polyetylénu (výška roztrhnutia);
- Kontaktný tlak počas zahrievania a počas chladenia;
Po ukončení procesu zvárania HDPE rúr na tupo dosiahne zvar počas procesu chladenia požadovanú pevnosť a je zabezpečená rovnomernosť materiálu v spoji.
Základné pravidlá pre zváranie polyetylénových rúr HDPE na tupo
Zadok zváranie HDPE rúr vykonáva sa len na tvrdých povrchoch rovný povrch, napríklad z dosiek, alebo na asfaltový alebo železobetónový podklad.
Pri zváraní polyetylénových rúrok je potrebné zabezpečiť vyrovnanie rúrok. Rozdiel v osiach zváraných rúr by nemal presiahnuť 10 percent hrúbky steny rúry.
Zadné konce HDPE rúr sú počas zvárania uzavreté zátkami, aby sa zabránilo prievanu vo vnútri rúr, aby sa udržala špecifikovaná teplota pre zváranie polyetylénových rúr na tupo.
Pred ich upevnením do svoriek sa ich konce zvnútra aj zvonku utrie handričkou, ktorá nepúšťa vlákna. Svorky centralizátora sú tiež stierané.
Široké používanie a distribúcia polyetylénových rúr si vyžaduje použitie špeciálnych spojovacích prvkov, ktoré sa medzi odborníkmi zvyčajne nazývajú tvarovky. Dnes mnohé výrobné spoločnosti ponúkajú svoje služby pre ich výrobu. Potrubné tvarovky umožňujú remeselníkom nainštalovať systém čo najrýchlejšie a najefektívnejšie. Existuje veľa druhov, medzi ktorými treba vyzdvihnúť zvárané tvarovky. Musia spĺňať nasledujúce požiadavky:
- Značná spoľahlivosť upevnenia.
- Pevnosť a odolnosť.
- Vysoká tesnosť a vodotesnosť.
- Výrazná odolnosť proti opotrebovaniu.
- Odolnosť voči korózii a agresívnym chemickým zlúčeninám.
Zvárané tvarovky sa úspešne používajú vo vodných tlakových systémoch. Umožňujú vám robiť rôzne druhy odbočiek, zákrut a výťahov vodovodného systému. Upevňovacie prvky tohto typu majú tvar segmentu polyetylénovej rúry so špeciálnymi vlastnosťami, ktoré sú spojené pomocou zváracieho zariadenia v ľubovoľnom uhle technikou na tupo. Tento typ armatúry sú vyrobené pomocou rôznymi spôsobmi, ktoré sú starostlivo kontrolované a testované v každej fáze výroby. Preto pri nákupe tohto typu spojovacieho materiálu dostane každý klient garantovanú kvalitu.
Zvárané tvarovky z HDPE
Často sa používajú špeciálne tvarovky pre potrubia vyrobené z polyetylénu s nízkou hustotou. Hlavnými výhodami sú vysoká výrobná kvalita a rozumné náklady na výrobok. Zvárané HDPE tvarovky sú vyrobené z kvalitnej medi alebo mosadze, ktoré sú certifikované podľa medzinárodných noriem.
Pomocou týchto tvaroviek sa dajú ľahko spájať rúry s rovnakým a rôznym priemerom. Sú vhodné na odbočky a zákruty rôznej zložitosti a na inštaláciu zátok na polyetylénové rúry. Zvárané tvarovky z HDPE sa líšia tuhosťou a odpojiteľnosťou. Ich priemer sa pohybuje od 63 do 315 milimetrov.
Nízke náklady na zvárané tvarovky umožňujú ich použitie v mnohých systémoch. Zlepšenie vodovodných a plynových potrubí sa bez nich nezaobíde. Je potrebné vziať do úvahy, že prepravovaná kvapalina by nemala presiahnuť teplotu 40 stupňov. Zvárané tvarovky z HDPE zaisťujú vysokú tesnosť systému a chránia používateľov pred neočakávaným zlom a netesnosťou.
Cena zváraných tvaroviek
Pre svoju vysokú kvalitu sa armatúry používajú v mnohých vodovodných systémoch, ako pre technické potreby, tak aj pre potreby pitnej vody. Sú to produkty šetrné k životnému prostrediu, nemenia organoleptické vlastnosti vody a nehromadia toxické zložky. Pre maximálne pohodlie a vysokú tesnosť sa oplatí zakúpiť zvárané armatúry. Cena takýchto spojovacích prvkov bude závisieť od dodávateľa, typu materiálu a hlavných charakteristík kovania. Nezabudnite vziať do úvahy priemer a typ kovania.
Výrobné spoločnosti ponúkajú na nákup zvárané tvarovky, ktorých cena má dobrý pomer s vysokou kvalitou. Každý si môže kúpiť požadovaný počet zváraných tvaroviek, ktoré sa vždy nachádzajú v skladoch podnikov. Ich vysoká kvalita a certifikovaná výroba umožňuje každému klientovi ušetriť peniaze a vyhnúť sa následným častým opravárenské práce a nežiaduce impulzy v systéme. Ľahkosť dizajnu zaisťuje rýchlu prepravu a jednoduchú inštaláciu, ktorá si nevyžaduje špeciálne zručnosti ani rozsiahle skúsenosti.